- Снятие и разборка головки блока цилиндров
- Назначение и строение ГБЦ
- О силах, действующих на ГБЦ во время работы мотора
- Силы, действующие на ГБЦ во время затягивания болтов
- Когда необходимо производить затяжку ГБЦ?
- Применяемый инструментарий
- Щелчковый ключ
- Стрелочный ключ
- Цифровой ключ
- Иные приспособления
- Момент затяжки болтов (усилие)
- Правильный порядок затяжки
- Ошибки при монтаже головки
Снятие и разборка головки блока цилиндров
Головку блока цилиндров снимаем для замены ее прокладки, клапанов, их направляющих втулок, ремонта головки, а также при полной разборке двигателя.
Головку блока цилиндров можно снять в сборе с ресивером, впускной трубой, топливной рампой и катколлектором или предварительно демонтировав эти узлы. Показываем снятие головки блока цилиндров в сборе с вышеперечисленными узлами.
Работу выполняем на эстакаде или смотровой канаве. Снимаем экран двигателя. Сбрасываем давление топлива в системе питания (см. «Замена топливного фильтра»).
Отсоединяем клемму провода от «минусового» вывода аккумуляторной батареи. Отсоединяем шланг подвода топлива от трубки топливной рампы (см. «Проверка форсунок, снятие топливной рампы и форсунок»).
Сливаем охлаждающую жидкость из двигателя (см. «Проверка уровня и замена охлаждающей жидкости»). Снимаем воздушный фильтр (см. «Снятие воздушного фильтра»). Снимаем шланг вакуумного усилителя тормозов с патрубка ресивера (см. «Снятие ресивера»). Отсоединяем наконечники высоковольтных проводов от свечей зажигания (см. «Проверка состояния и замена свечей зажигания»).

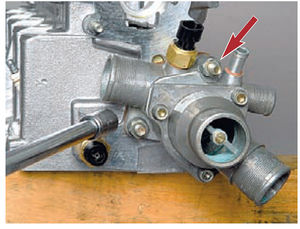
Головкой «на 13» отворачиваем гайку крепления наконечника «минусового» провода к корпусу термостата системы охлаждения.
. и снимаем наконечник провода со шпильки.
Ослабив затяжку хомутов.
. снимаем с крышки и корпуса термостата шланги системы охлаждения.
Снимаем со штуцеров дроссельного узла шланг, отводящий охлаждающую жидкость от блока подогрева узла, и шланг электромагнитного клапана продувки адсорбера. Отсоединяем от патрубка дроссельного узла шланг подвода воздуха (см. «Снятие дроссельного узла»). Отсоединяем колодки жгута проводов системы управления двигателем от колодки жгута проводов топливных форсунок (см. «Проверка форсунок, снятие топливной рампы и форсунок») и от регулятора холостого хода (см. «Проверка и снятие регулятора холостого хода»), а также от датчиков:
— положения дроссельной заслонки (см. «Снятие датчика положения дроссельной заслонки»);
— фаз (см. «Снятие датчика фаз»6);
— температуры охлаждающей жидкости (см. «Снятие датчика температуры охлаждающей жидкости»);
— концентрации кислорода (см. «Снятие управляющего датчика концентрации кислорода»).
Отсоединяем колодки проводов от датчиков указателя температуры охлаждающей жидкости (см. [[115-2 Ремонт Kalina|«Снятие датчика указателя температуры охлаждающей жидкости») и аварийного давления масла (см. «Замена датчика аварийного давления масла»).
Ослабив затяжку гайки нижнего крепления и отвернув гайку верхнего крепления кронштейна трубы насоса охлаждающей жидкости, отводим кронштейн от шпильки головки блока цилиндров. Демонтируем левый и правый опорные кронштейны впуск-ной трубы (см. «Замена прокладки впускной трубы и катколлектора»).
Отсоединяем трубу дополнительного глушителя от катколлектора (см. «Снятие дополнительного глушителя»).
Снимаем крышку головки блока цилиндров (см. «Регулировка тепловых зазоров в клапанном механизме двигателя»).
Снимаем зубчатый шкив распределительного вала (см. «Замена сальника распределительного вала»).
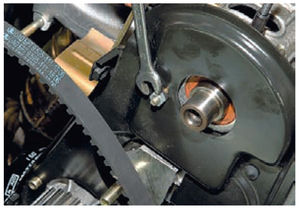
Ключом «на 10» отворачиваем гайку верхнего крепления задней крышки ремня привода ГРМ.
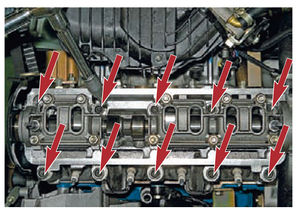
Шестигранником «на 10» отворачиваем десять винтов крепления головки блока цилиндров.
Вынимаем винты с шайбами.
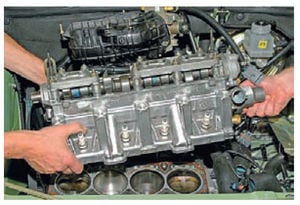
Снимаем головку блока цилиндров в сборе с ресивером, впускной трубой, топливной рампой и катколлектором (снимать головку удобнее с помощником).

Снимаем прокладку головки блока цилиндров.
При необходимости разборки головки блока цилиндров демонтируем ресивер (см. «Снятие ресивера»), впускную трубу и катколлектор (см. «Замена прокладки впускной трубы и катколлектора»). Снимаем распределительный вал (см. «Снятие распределительного вала»). Пометив место установки.

. вынимаем толкатели клапанов с регулировочными шайбами из гнезд головки блока цилиндров.
Головкой «на 13» отворачиваем две гайки крепления термостата.

Снимаем термостат в сборе.
. и его прокладку.
Отворачиваем датчик указателя температуры охлаждающей жидкости (см. «Снятие датчика указателя температуры охлаждающей жидкости»).
Маркером помечаем клапаны

При разборке клапанного механизма подкладываем под тарелку рассухариваемого клапана упор (деревянный брусок).
Рассухариваем клапан (см. «Замена маслоотражательных колпачков клапанов») и снимаем тарелку пружины, наружную и внутреннюю пружины, опорную шайбу.
Вынимаем клапан из направляющей втулки.
Аналогично демонтируем другие клапаны.
Перед сборкой головки блока цилиндров металлической щеткой удаляем нагар с поверхности камер сгорания. Промываем головку блока цилиндров керосином и продуваем масляные каналы сжатым воздухом Сборку и установку головки блока цилиндров проводим в обратной последовательности. Перед установкой клапанов очищаем их от нагара и наносим на стержни клапанов тонкий слой моторного масла.
Очищаем привалочные поверхности блока цилиндров, головки и корпуса термостата от остатков старых прокладок, грязи и масла.
Удаляем из резьбовых отверстий блока цилиндров под винты крепления головки масло и охлаждающую жидкость.
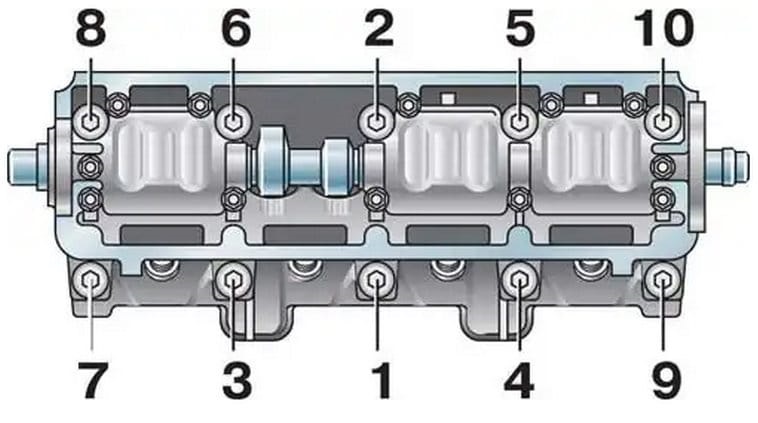
Новую прокладку головки блока цилиндров и саму головку устанавливаем по двум центрирующим втулкам Устанавливаем винты крепления и затягиваем их в четыре приема по схеме:
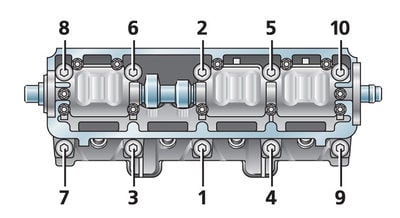
Порядок затягивания винтов головки блока цилиндров
первый прием — затягиваем винты моментом 20-25 Н*м (2,0-2,5 кгс-м);
второй прием — затягиваем винты моментом 70-85 Н-м (7,0-8,5 кгс-м);
третий прием — доворот винтов на 90°;
четвертый прием — доворот винтов на 90°.
Винты крепления головки блока цилиндров можно установить повторно только в том случае, если они вытянулись до длины не более 135,5 мм. Если длина больше, заменяем винты новыми
| Вам потребуются | |
|
|
Перед началом работы
Снимите головку с блока цилиндров (см. подраздел 10.4.1.) и очистите ее.

Приспособление для снятия колпачков:
При увеличенном зазоре в приводе клапанов появляется характерный стук, обычно с равномерными интервалами (частота его меньше любого другого стука в двигателе). Если регулировка зазоров в приводе клапанов не дала положительных результатов, проверьте состояние распределительного вала и опорных поверхностей под шейки распределительного вала.
В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение средней шейки распределительного вала, которое не должно превышать 0,02 мм, и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей составляет 0,069 – 0,11 мм).
| ПОРЯДОК ВЫПОЛНЕНИЯ |



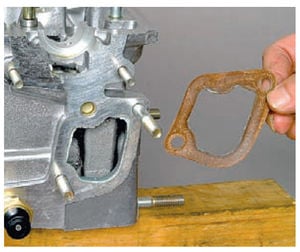
1. Отверните три гайки крепления впускной трубы к головке блока.
2. Обратите внимание: под гайками установлены плоские шайбы.
3. Снимите впускную трубу со шпилек головки блока.



4. Снимите со шпилек головки прокладку 1 впускной трубы и две прокладки 2 приемной трубы глушителя.
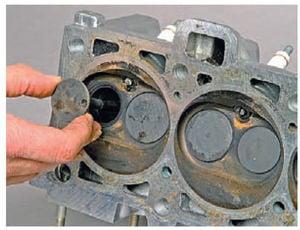
5. Выньте толкатели клапанов с регулировочными шайбами.
6. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом.



7. . без необходимости не вынимайте регулировочные шайбы из толкателей, чтобы не перепутать их.
8. Промаркируйте клапаны номерами цилиндров, например накерните.
9. Выверните обе свечи зажигания.



10. Установите под снимаемый клапан подходящий упор, например подшипник.
11. Навинтите на шпильку гайку, чтобы зафиксировать приспособление для сжатия пружин клапанов (используйте гайку без зубчатого буртика).
12. Установите приспособление для сжатия пружин клапанов и сожмите пружины.



13. Выньте с помощью пинцета два сухаря. Затем снимите приспособление.
14. Выньте верхнюю тарелку пружин.
15. . наружную пружину и.



16. . внутреннюю пружину клапана. Таким же способом выньте сухари и пружины остальных клапанов.
17. Выньте клапаны из головки блока со стороны камер сгорания.
18. Спрессуйте с направляющих втулок маслосъемные колпачки. Для этого.



19. . установите цангу приспособления на колпачок и резко ударьте бойком по втулке приспособления.
20. Затем так же резко ударьте бойком по ручке приспособления.
21. . спрессовав тем самым колпачок с направляющей втулки.



22. Выньте колпачок из цанги приспособления.
23. Снимите нижние тарелки пружин клапанов.
24. Очистите нагар с клапанов подходящим металлическим инструментом. Затем внимательно осмотрите клапаны.



25. Замените клапаны со следующими дефектами: глубокими рисками и царапинами на рабочей фаске 1, трещинами, деформациями стержня 2, короблением тарелки 3, следами прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. подраздел 10.5.2.).
26. В специализированной мастерской рабочие фаски клапанов с повреждениями, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовании надо выдержать размеры, указанные на рисунке (в скобках даны отличающиеся размеры для двигателя мод. 11113). Слева на рисунке впускной клапан, справа – выпускной.
27. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и т.п.) можно вывести притиркой клапанов (см. подраздел 10.5.2.).



28. Более значительные дефекты седел клапанов устраняют шлифованием под размеры, указанные на рисунке: а – седло впускного клапана; б – седло выпускного клапана; I – новое седло; II – седло после ремонта. Седла рекомендуется шлифовать в специализированной мастерской. В скобках даны отличающиеся размеры для двигателя мод. 11113.
29. Имея слесарный навык, можно устранить дефекты вручную с помощью набора специальных фрез. В начале обрабатывают фаску a под углом 15°, затем фаску б под углом 20° и фаску в под углом 45°. После обработки необходимо притереть клапаны (см. подраздел 10.5.2.).
30. Проверьте состояние наружной 1 и внутренней 2 пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените.



31. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
32. Таким же методом проверьте упругость внутренней пружины. Если пружина не соответствует требуемым параметрам, замените ее.
33. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя имеются задиры, царапины и т.п., замените его.



34. На рабочих поверхностях регулировочных шайб не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, наволакивания металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
35. Проверьте в специализированной мастерской зазор между направляющими втулками и клапанами. Он определяется как разность между диаметром отверстия втулки и диаметром стержня клапана.
36. Для измерения диаметра отверстия втулки нужен специальный инструмент (нутромер). Номинальный зазор для впускных клапанов – 0,02-0,05 мм, а для выпускных клапанов – 0,03-0,06 мм. Предельно допустимый зазор для впускных и выпускных клапанов – 0,3 мм.



37. Зазор, не достигший предельно допустимого значения, можно устранить заменой клапана. Если не удается подобрать клапан или зазор превышает предельно допустимый, замените направляющую втулку. Выпрессовывайте втулку со стороны камеры сгорания специальной оправкой.
38. В запасные части поставляются втулки со стопорными кольцами. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан.
39. Смазав втулку моторным маслом, вставьте ее в специальную оправку и запрессуйте ее со стороны распределительного вала до упора стопорного кольца в головку блока. После этого разверните отверстие во втулке с помощью развертки до диаметра 8,022-8,040 мм для впускных и 8,029-8,047 мм для выпускных клапанов.



40. Снимите сальник с распределительного вала.
41. Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски.
42. Замените головку блока и корпус подшипников, если на них имеются трещины или на опорных поверхностях заметны следы износа, задиры и глубокие риски. Корпус подшипников обрабатывается совместно с головкой блока, поэтому менять их нужно вместе.



43. Очистите камеры сгорания от нагара. Осмотрите головку. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку и корпус подшипников распределительного вала.
44. Снимите заусенцы и забоины с привалочной поверхности головки блока.
45. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки посредине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.



46. Для проверки герметичности головки снимите патрубок системы охлаждения со шпилек, отвернув две гайки крепления; заглушите отверстие в головке блока, установив, например, глухую прокладку из плотного картона под патрубок; заверните гайки крепления и.
47. . залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины, и ее надо заменить. После проверки не забудьте снять картонную прокладку.
48. Промойте масляные каналы головки блока бензином с помощью груши или шприца и продуйте сжатым воздухом.



49. Замените поврежденные прокладки впускной 1 и приемной 2 труб глушителя.
50. Притрите клапан к седлу (см. подраздел 10.5.2.). Если вы устанавливаете старый клапан, снимите заусенцы с проточек под сухари.
51. Смажьте клапаны моторным маслом и установите их в головку в соответствии с ранее сделанной маркировкой.



52. Установите нижние тарелки пружин клапанов.
53. С помощью оправки запрессуйте маслосъемные колпачки, предварительно опустив их в масло (см. подраздел 10.4.3.).
54. Установите пружины и верхнюю тарелку пружины в порядке, обратном снятию. Установите сухари с помощью приспособления так, чтобы они встали в проточки стержня клапана.
При капитальном ремонте двигателя важно в точности соблюдать технические параметры и нормы, необходимые для корректной его работы. Соблюдая нужные параметры и следуя указаниям по ремонту, итоговый результат будет успешный.
Назначение и строение ГБЦ
Современные автомобили в подавляющем большинстве используют различные виды топлива для совершения работы за счет его сгорания. Воспламенение воздушно-топливной смеси происходит в двигателе внутреннего сгорания.
При детонации топлива в камере сгорания происходит «взрыв» смеси и при этом выделяется газы, которые и толкают поршень к нижней мертвой точке. Чтобы работа двигателя была корректна, все отработавшие газы через выпускной коллектор выводятся в атмосферу. Для этого в конструкции двигателя предусмотрена система газораспределения. Наиболее важной составляющей этого механизма является головка блока цилиндров.
 Головка блока цилиндров механизма газораспределения предназначена для обеспечения герметичности между поршнем и поверхностью камеры сгорания двигателя.
Головка блока цилиндров механизма газораспределения предназначена для обеспечения герметичности между поршнем и поверхностью камеры сгорания двигателя.
В зависимости от конструкции автомобильного двигателя, головки блока цилиндров могут изготавливаться из чугуна или более легкого алюминия. Форму ГБЦ обычно придают путем литья. Конструктивные особенности могут быть различны, но в основном головка содержит такие части, как:
- камеры сгорания;
- клапана (различают впускные и выпускные, в соответствие с их назначением – впускные открывают доступ рабочей смеси из топлива и воздуха в цилиндр, выпускные – осуществляют вентиляцию цилиндра за счет выталкивания поршнем отработавших газов в выпускной коллектор);
- участок газораспределительного механизма;
- рубашка охлаждения;
- отливка для форсунок или свечей зажигания;
- масляные каналы.
Между блоком цилиндров и головкой обычно устанавливается прокладка, которая не допускает прорыва газов из-под камеры сгорания, а также масла и охлаждающей жидкости из каналов, соединяющие ГБЦ и сам блок.
Важно! При неправильной и не равномерной затяжке болтов крепления головки блока цилиндров, будет нарушена герметичность камеры сгорания, а это приведет к потере мощности, прогоранию прокладки и выходу из строя самой головки (возможна деформация или растрескивание корпуса).
О силах, действующих на ГБЦ во время работы мотора
При работе мотора автомобиля, головка подвергается воздействию высокого давления (за счет такта сжатия в камере сгорания давление может достигать до 15 атмосфер), высокой температуры сгорания смеси (около 550-600 ºС), вибрации со стороны кривошипно-шатунного механизма.
Между блоком цилиндров и головкой устанавливается прокладка, которая имеет определенную толщину – при затягивании болтов крепления головки, эта толщина уменьшается (дает усадку) и ГБЦ плотно прилегает к корпусу двигателя. Но во время затяжки, головка имеет свойство деформироваться на тысячные доли миллиметра, поэтому болты всегда заворачивают в определенном порядке.
Силы, действующие на ГБЦ во время затягивания болтов
В процессе затягивания болтов в местах их крепления давление на поверхность значительно повышается, что в свою очередь приводит к V- образной деформации «подошвы». При не соблюдении порядка затягивания, а также с не регламентированным моментом (усилием), монтаж головки может привести к прогоранию прокладки в следствии прорыва газов, что поведет за собой более серьезные последствия.
Когда необходимо производить затяжку ГБЦ?
На современных автомобилях уже не требуется повторная протяжка болтов крепления головки цилиндров – данные работы ранее осуществлялись на старых автомобилях семейства ВАЗ, УАЗ, МОСКВИЧ – эта операция являлась основной при прохождении машины ТО-1.
При замене прокладки нужно иметь нужное оборудование, благоприятные погодные условия (или учитывать существующие), прямые руки и светлую голову. Нужно учитывать, что температура окружающей среды довольно сильно может повлиять на процесс установки ГБЦ.
Применяемый инструментарий
Из оборудования необходим динамометрический ключ с калибровкой усилия под конкретный автомобиль (на разных машинах момент затяжки креплений может существенно отличаться), торцевая головка нужного размера, которая подходит к конкретному виду крепежа.
Итак, динамометрические ключи бывают нескольких видов:
- щелчковый;
- стрелочный;
- цифровой;
- иные приспособления.
Щелчковый ключ
Щелчковый (также предельный или пружинный) ключ применяется для быстрой затяжки резьбовых соединений с заданным крутящим моментом. При достижении нужного усилия, внутри ключа срабатывает пружинный механизм, в следствии чего слышен щелчок, свидетельствующий об необходимости прекращения затяжки текущим моментом (усилием). Погрешность такого ключа не превышает 4% (при условии корректного хранения и использования).

Стрелочный ключ
Стрелочный (торсионный) ключ являет собой рычаг со стрелкой и шкалой усилия (или индикатором часового вида), что делает его самым простым в использовании. При использовании такого ключа стрелка указывает на текущий момент затяжки при проворачивании рычага. Из минусов таких ключей стоит отметить довольно большую погрешность (от 5 до 20%), и со временем сталь утрачивает свою упругость, что делает невозможным его регулировку.

Цифровой ключ
Цифровой ключ (или цифровой адаптер) является самым точным инструментом в своей категории – его погрешность составляет всего 1%. Поэтому такие ключи часто используют при монтаже «ответственных» резьбовых соединений.

Иные приспособления
Самодельными динамометрическими ключами пользуются тогда, когда других приспособлений под рукой не имеется – обычно это самодельные механизмы, состоящие из трещотки и старых пружинных весов или современных цифровых. Но погрешность таких приспособлений намного выше, чем заводские ключи – это обусловлено неправильной калибровкой усилия.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
 Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
“>