- 1200 руб. за фотоотчёт
- Что такое притирка и для чего она нужна
- Что необходимо для притирки
- Приспособление для притирки клапанов
- Методы притирки клапанов
- Ручной метод притирки
- Притирка клапанов дрелью
- Притирка новых клапанов
- Как проверить притирку клапанов
- Метод первый
- Метод второй
- Заключение
- Притирка клапанов головки блока цилиндров
- Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
1200 руб. за фотоотчёт

Платим за фотоотчёты по ремонту авто. Заработок от 10 000 руб/мес. Пишите:
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Притирка клапанов головки блока цилиндров
Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
При установке головок блока цилиндров ООО «ЗЗА» на двигатели запрещается проливать бензином и притирать клапаны. Полная герметичность камеры сгорания достигается в процессе обкатки за счет ‘пристукивания’ клапанов в первые минуты работы двигателя.
Применяемые материал седел (жаростойкий порошковый материал с пористой структурой) и лезвийная обработка рабочей фаски с высокой точностью по диаметру, углу наклона и шероховатости позволяют исключить операцию притирки рабочей фаски клапанов.
В процессе обкатки происходит пристукивание клапанов к седлам и при этом резко возрастает герметичность камеры сгорания по сравнению с новой (необкатанной) головкой цилиндров.
Проведение притирки клапанов на новых головках цилиндров производства ООО «ЗЗА» с применением притирочных паст с неизвестной характеристикой не улучшает, а ухудшает ресурс соединения «втулка клапана–клапан–седло» по следующим причинам:
– возможное внедрение абразивного материала в пористую структуру седел и втулок ведет в процессе эксплуатации к интенсивному изнашиванию поверхностей клапана и седла;
– при попадании притирочной пасты на стержень клапана неизбежно ухудшается шероховатость поверхности стержня клапана и разрушается тонкий карбонитрированный слой, который используется для повышения твёрдости поверхности металла и снижения коэффициента трения с целью увеличения износостойкости;
– в маслоотражательных колпачках нарушается геометрия рабочей кромки, что требует 100% замены колпачков;
– после операции притирки требуется высокотемпературная промывка водой под давлением со специальным моющими присадками и последующей сушкой, что в условиях автосервиса обычно не применяется.
Притирка клапанов применяется в ремонтных технологиях для чугунных седел, имеющих высокую твердость (свыше 55 HRC), а для порошковых седел (твердостью 35-40 HRC) необходимо использовать специальный резец с базировкой по отверстию во втулке под стержень клапана.

Всем привет!
Давайтека сегодня поговорим о таком холиварном вопросе, как притирание клапанов. Процедура на просторах Драйв 2, мягко говоря, популярная — я еще не видел ни одного описания капильного ремонта ДВС, в котором не упоминался бы этот "ритуал"! Причем поговорим мы скорее даже не о самом притирании, а о тех вещах, которые вызывают его необходимость.
Для начала давайте посмотрим, как устроен узел клапан-седло в геометрическом плане:
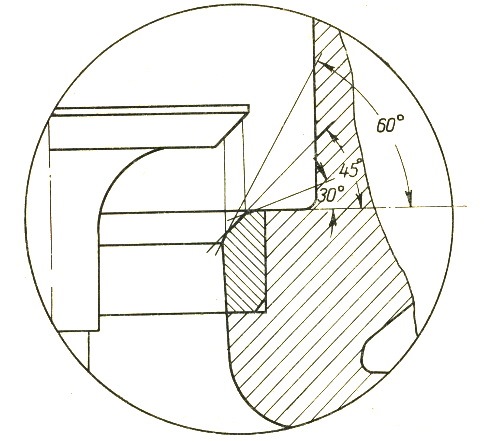
Видим кучу фасок (причем на седле может быть не фаска, а радиус). Про геометрию седла и влияние ее на работу ДВС много и исключительно доходчиво писал Barik-CZ , я же хочу обратить внимание на несколько ключевых для ресурса ГБЦ моментов:
1. Клапан подтягивается к седлу при помощи возвратной пружины.
2. Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло.
3. Через фаску на седле происходит охлаждение клапана.
Как видим, все ключевые для работы ГБЦ моменты упираются в две фаски — на тарелке клапана и на седле.
Что будет, если фаска на седле окажется неравномерной? Удельное давление в разных точках седла будет различным, в зоне с максимальным давлением износ будет существенно быстрее, чем в соседних. Как следствие нарушение герметичности, прорыв горячих газов с одновременным резким ростом температуры клапана в зоне прорыва газов и практически нулевого охлаждения в ней же. Как итог — прогорание клапана.
Что будет если фаска на седле слишком широкая? Поимеем снижение удельного давления, как следствие — меньшую надежность уплотнения и вероятность прорыва газов в один прекрасный момент, со всеми вытекающими.
Очевидно, что клапан закроется герметично только при условии, что фаски клапана и седла будут абсолютно соосны. Между клапаном и направляющей втулкой есть радиальный зазор, обычно в районе 0.03-0.04мм.
Итого суммарно у нас есть половина от этого зазора — 0.02мм погрешности несоосности для седла клапана и тарелки. Это мы считаем, что оси седла и направляющей втулки параллельны, очень важное допущение, запомните его!
Для новых клапанов, либо клапанов перешлифованных на спецоборудовании характерна несоосность фаски и стержня клапана не более 0.01мм, примем это как аксиому. Выходит, что у нас осталось не более, чем 0.01мм на несоосность седла клапана относительно оси направляющей втулки.
Тут надо сделать такую ремарку: при замене направляек несоосность седла и оси втулки может легко достигать нескольких десятых миллиметра — это на порядки больше нашего допуска в 0.01мм! Из этого делаем вывод, что седла править после замены направляек нужно обязательно.
И вот теперь у нас дилемма — а как обрабатывать седла? Опытный читатель наверняка подскажет — дык специальными ручными фрезами же, вот типа таких:

Увы, но после обработки седел таким инструментом самое лучшее место для отремонтированной ГБЦ — в помойке…
И вот почему: такой инструмент центрируется по направляющей втулке с помощью так называемого пилотного стержня, или просто пилота. При диаметре стержня клапана в 10-11мм жесткость пилота еще хоть как то достаточная для корректного центрирования инструмента, но при диаметрах стержня клапана 7 и менее миллиметров жесткости пилота совершенно недостаточно. В итоге пилот банально гнется, что не позволяет говорить о точном центрировании инструмента. Реальная погрешность соосности осей седла клапана и направляющей втулки, которую можно получить с помощью такого приспособления — 0.08-0.1мм, в 10 раз больше допустимой! Добавляем к этому крайне низкую чистоту обработки поверхности — опять же из за низкой жесткости инструмент "дробит".
Естественно, после контрольной сборки никакой герметичности не будет. Вариант останется один — притирать по старинке, компенсируя несоосность от обработки и дефекты рельефа. Да вот незадача, при этом мы автоматически получаем фаску седла разной ширины, вместе со всем комплексом проблем описанных выше.
Кроме того, при притирке частицы абразива внедряются в материал седла, которым часто оказываютя пористые чугун либо порошковые материалы на основе бронзы. Получаем абразивное седло, срок службы которого очень невелик, по понятным причинам. Даже если седло твердое и не подвержено внедрению абразива — нет никаких гарантий, что остатки притирочной пасты не сползут во время "ритуала" по стержню клапана на направляющие втулки. Понятно, что пользы от абразива там тоже не много… Отмыть абразив хотя и можно, но очень и очень трудоемко, да и гарантий на полное удаление дать физически невозможно.
И ладно бы только несоосностью седла и втулки да абразивом дело кончилось, но ведь нет! Изгиб пилота вкупе с "ручным приводом" инструмента дает нам дополнительную непараллельность осей втулки и седла. А это значит, что стержень клапана будет при каждом закрывании изгибаться, чтобы тарелка села на место. Как следствие резко вырастет темп накопления усталостных напряжений в теле клапана и рано или поздно (скорее рано) голова у него отвалится и радостно размолотит весь цилиндр. Кроме этого незапланированная радиальная нагрузка на мягкую направляющую втулку испортит ее очень быстро. Наверняка же многие слышали страшилки как после капиталки клапана пообрывало или направляйки померли на мизерном пробеге? Вот это оно и было 🙂
В сухом остатке получается, что формально все операции по ремонту ГБЦ выполнены — клапана заменены, седла прирезаны и потом притерты, герметичность есть. Но качественный ли ремонт и будет ли ходить такая ГБЦ? Думаю комментарии излишни…
Так каким же образом обрабатываются седла правильно?
Вариантов не много, целый один — седла прирезаются на специальных станках, особо любопытные могут погуглить по марке Serdi. Суть процесса в том, что ГБЦ закрепляется на жестком столе станка, затем шпиндель с режущим инструментом центрируется по пилоту. Принципиальный момент в этом месте такой, что пилот используется для центрирования ДО начала обработки и не участвует в центрировании инструмента непосредственно в процессе резания. Соответственно малая жесткость пилотного стержня не оказывает влияния на погрешность обработки.
Реальная точность при серийном выполнении работ на таком оборудовании — 0.01-0.015мм, именно то что необходимо для гарантированно герметичного закрывания клапана без какой либо дополнительно мехобработки.
Эксклюзивностью такая работа никакой не обладает, многие конторы в России оказывают подобные услуги. Любой заинтересовавшийся данной тематикой человек без труда найдет все явки и пароли с помощью поиска, причем практически в любом регионе страны 🙂
Кстати про герметичность, раз уж вся возня у нас ради нее образовалась — а как проверять то результат трудов?
Популярная методика — солярка или керосин в камеру сгорания и ждать пока утечет (или не утечет). Вроде логично и очевидно все, но нестыковочка есть — ДВС собираем, или насос по перекачке соляры?
Корректно проверять герметичность клапанов воздухом, общепринятое название процесса — вакуум тест. К впускному или выпускному каналу ГБЦ (смотря какие клапана проверяются) через простейший адаптер подключается вакуумный насос с вакуумметром. Для герметичного клапана нормой считается способность держать разряжение в 0.6-0.7Атм. И никакой солярки! Любопытно, что в состав любого спецстанка для прирезания седел входит вакуум-тестер для контроля результатов работы.
Друзья, любите своих железных коней, осваивайте современные (если таковыми можно назвать технологии 20 летней давности) способы ремонта. Пора вылезать из начала 20го века, прошли времена когда чумазые мотористы терли клапана красным кирпичом в поле 🙂